### 단조 작업 중 발생하는 응력과 결함
단조 작업에서는 주로 압축응력이 발생하지만, 불균질 변형으로 인해 2차 인장응력이 생길 수 있습니다. 변형이 심해지면 표면에 균열이 생길 수도 있습니다. 표면 균열 외에도 금형 내에서 소재의 부적절한 유동으로 인해 다양한 결함이 발생할 수 있습니다.
### 소재 유동과 결함
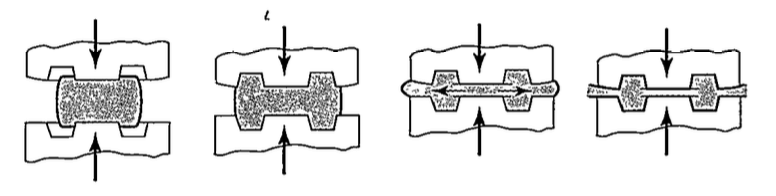
다음 그림에서처럼 웨브(web)에서 재료가 과다하면 단조 중에 좌굴이 생겨 겹침 현상이 발생할 수 있습니다.

반대로 웨브가 너무 두꺼우면, 여분의 재료가 이미 단조된 부분으로 유동하여 내부 겹침 결함(lap)이 발생할 수 있습니다. 이를 통해 재료를 적절히 분배하고 금형 공동부에서 유동을 조절하는 것이 중요함을 알 수 있습니다.
### 금형 공동부의 반지름과 결함
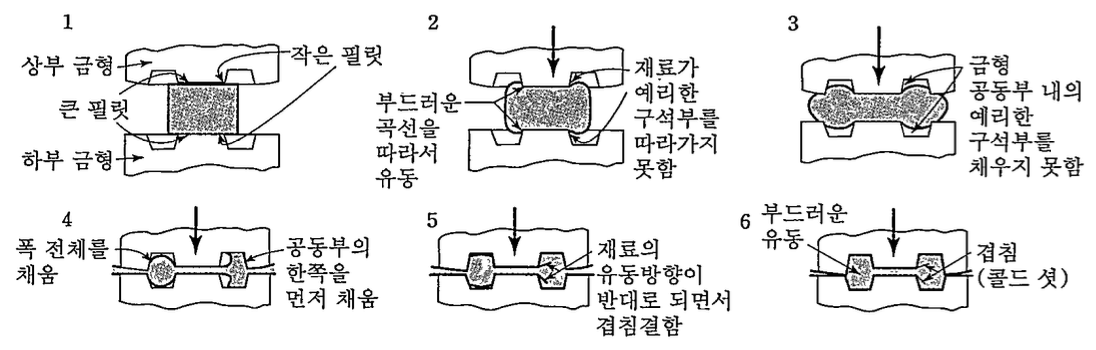
금형 공동부의 반지름은 결함 생성에 중요한 영향을 미칩니다. 다음 그림에서 코너 반지름이 클 때는 재료가 잘 유동하지만, 반지름이 작으면 재료가 겹쳐져 콜드 셧(cold shut)이라는 겹침 결함이 생깁니다.
### 단조 결함의 영향
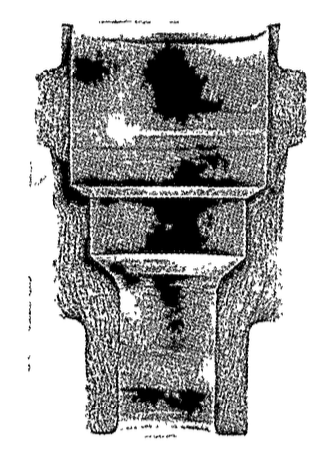
단조 결함은 제품 사용 시 피로 파괴, 부식 및 마모 등의 문제를 일으킬 수 있습니다. 따라서 단조품 사용 전 제품 검사가 중요하며, 특히 중요한 부품의 경우 단면 검사를 필수적으로 수행해야 합니다.
### 단류선 양상(grain flow pattern)
단조품의 품질에서 중요한 요소 중 하나는 단류선 양상입니다.
단류선이 표면과 수직으로 만나는 경우 결정립 경계가 외부에 노출되어 표면이 거칠어지고 응력이 높아집니다. 이를 종단결정립(end grains)이라고 하며, 중요한 부품에서는 단조품에 종단결정립이 생기지 않도록 재료 유동을 조절해야 합니다.
단조품을 후속 기계가공하면 단류선이 잘려나가게 됩니다. 항공우주용 부품 등 고도로 신뢰성이 요구되는 부품의 경우, 기계가공된 최종제품에서 단류선이 잘려나간 비율을 계산합니다. 단조품은 금속 유동의 방향과 온도 변화로 인해 이방성을 나타냅니다.

### 단조성(forgeability)
단조성은 소재가 균열을 일으키지 않고 변형할 수 있는 능력을 의미합니다. 작은 가공력으로도 균열 없이 성형할 수 있는 재료는 단조성이 좋다고 할 수 있습니다.
#### 1. 업세팅 시험
원주형 시편을 압축하여 배가 나온 표면에 균열이 생기는지를 관찰합니다. 균열이 발생할 때까지의 높이 감소율이 클수록 그 금속의 단조성이 양호합니다. 이때 생기는 균열은 배가 나온 표면에 생기는 2차 인장응력 때문입니다. 마찰이 클수록 균열이 발생할 가능성이 높아집니다.
#### 2. 열간-꼬임 시험(hot-twist test)
등근 시편을 파단이 생길 때까지 같은 방향으로 비틀어 최적 단조온도를 알아냅니다. 이 시험은 특히 강재료에 유용하며, 재료의 조성이 변하거나 불순물이 들어 있는 경우 단조성에 큰 영향을 줍니다.
#### 3. 정수압력이 단조성에 미치는 영향
높은 정수압력은 금속 및 비금속의 연성에 유리한 영향을 줍니다. 정수압력을 높이면 균열이 발생할 때까지의 변형률이 커집니다. 이를 활용하기 위해 압력 전달 매체로 저강도의 연성 금속을 사용하거나, 배압(counter pressure) 펀치를 사용하여 금속을 단조하는 기술이 개발되고 있습니다.
단조 작업 중 발생할 수 있는 다양한 결함과 이를 예방하기 위한 방법에 대해 이해함으로써 단조품의 품질을 높이는 것이 중요합니다.
'[기계공작법]' 카테고리의 다른 글
| 금속성형공정 - 단조 - 6. 예비성형과 단조금형 (0) | 2024.05.24 |
|---|---|
| 금속성형공정 - 단조 - 4. 기타 단조작업 (0) | 2023.09.12 |
| 금속성형공정 - 단조 - 3. 형단조 (0) | 2023.09.12 |
| 금속성형공정 - 단조 - 2. 단조하중과 일 (0) | 2023.06.05 |
| 금속성형공정 - 단조 - 1. 자유단조 (0) | 2023.06.04 |




댓글