금속재료의 성형공정(metal forming)은 각종 공구와 금형으로 소재에 외력을 가하여, 소 성변형에 따른 형상변화를 유도하는 가공방법으로 소성가공이라고도 한다. 온도를 기준으로 소성가공법을 분류할 때는 냉간가공, 온간가공, 열간가공의 3개 분야로 구분된다. 또한, 작업의 유형에 따라 소성가공법을 분류하면, 1차가공과 2차가공으로 구분할 수 있다.
소성가공법을 분류하는 최근의 경향은 소재의 크기와 형상을 기준으로 삼는 것이다. 이 경우에는 소성가공법 전체를 부피성형가공(bulk deformation process)과 판재성형가공 (sheet forming process)으로 크게 분류한다. 부피성형가공에는 단조, 압연, 압출, 인발과 같은 가공법이 있으며, 소재의 체적에 대한 표면적비(또는 두께 대 표면적비)가 비교적 작으므로 "부피(bulk)"라는 용어를 사용하고 있다. 모든 부피성형가공에서는 소재의 두께 또는 단면적이 크게 변한다.
판재성형가공은 소재의 두께에 대한 표면적비가 큰 편으로, 주로 프레스에서 이루어지므로 프레스작업이라고도 한다. 판재성형가공에서도 금형을 사용하여 소재의 형상을 변화시키지만, 두께의 변화는 바람직하지 않으며 때로는 파단으로 이어지기도 한다. 판재성형에서 보일러, 교량, 선박, 원자력발전소 등에 사용되는 두께가 6mm 이상인 판재를 후판이라고 하며, 일반적인 판재가공에는 이보다 얇은 재료를 사용한다. 판재성형가공으로 만들어지는 제품은 비강도와 비강성이 높으며, 모양과 크기가 다양하다.

[단조]
단조는 금형으로 소재에 압축하중을 가하여 상기 예시에 나타낸 것처럼 다양한 모양으로 성형하는 공정이다. 전형적인 단조제품에는 엔진부품인 크랭크축과 커넥팅 로드, 터빈 디스크, 기어, 휠, 볼트머리, 수공구 등과 각종 기계 및 수송장비의 구조용 부품들이 있다.
단조는 상온에서 작업되거나(냉간단조)고온에서《온간단조 또는 열간단조)작업된다. 아주 간단한 단조공정은 대장간에서 수세기 동안 행해온 것처럼 무거운 손해머와 앤빌을 사용하여 작업되기도 하지만, 보통은 금형세트와 프레스를 사용한다. 단조는 작업방식에 따라 크게 자유단조, 형단조, 폐쇄단조로 구분된다.
1. 자유단조
자유단조(open-die forging)는 가장 간단한 단조공정으로 소재를 2개의 평금형 사이에 올려 놓고 압축하여 높이를 감소시키는 것이다. 금형의 진행방향에 대하여 수직으로 소재의 유동이 이루어지는 경우의 작업은 업세팅(upsetting)이라고도 한다. 금형표면에는 원추형이나 곡면부와 같은 간단한 공동부를 만들어 단순한 모양의 단조품을 만들 수도 있다
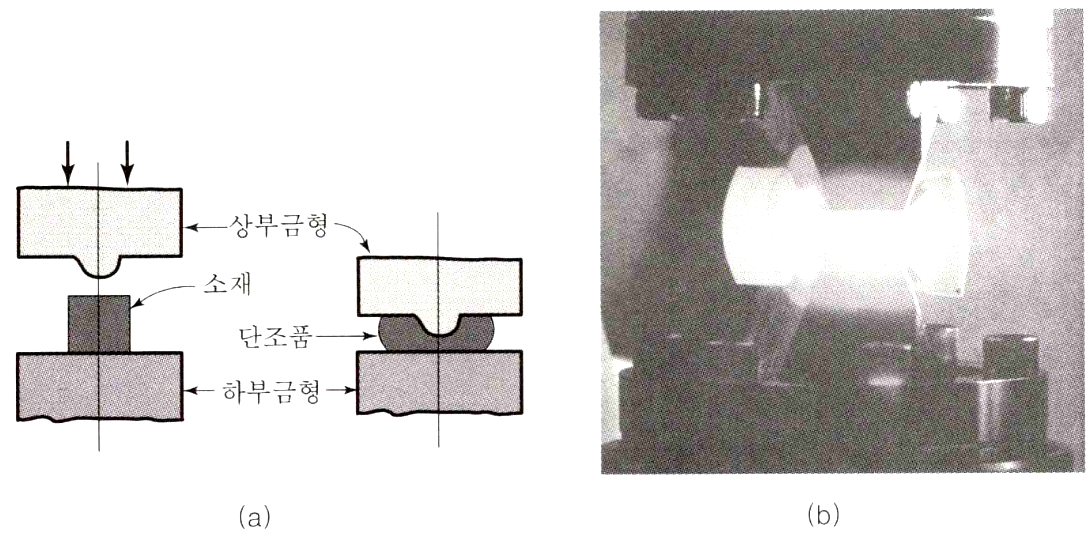
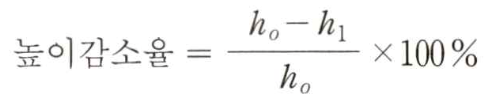
자유단조로 인한 소성변형 중에는 쳬적이 일정하게 유지되므로 소재의 높이가 감소하면 지름이 늘어나게 된다. 높이가 h0인 소재를 압축하여 h1으로 감소시키는 경우, 자유단조의 정도를 나타내는 높이감소율은 다음과 같다.
단조방향, 즉 높이방향으로의 변형률은

이며, 상하금형의 상대속도를 v라 하면, 다음과 같은 변형률속도가 생긴다,
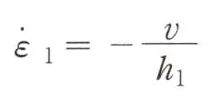
소재의 높이가 아주 작아지면, 진변형률속도는 급격하게 증가한다.

실제 작업에서는 상기 그림처럼 제품의 옆면이 나오게 되는 배럴링(barreling : 배부름) 현상이 생긴다. 배럴링의 주된 이유는 금형과 소재간의 접촉면에서 재료가 바깥방향으로 유동하는 반대방향으로 마찰력이 작용하기 때문이다. 배럴링은 고온의 소재를 냉각된 금형으로 업세팅할 때도 생긴다. 접촉부 및 그 주위에 있는 재료는 급속히 냉각되는 반면, 소재의 나머지 부분은 비교적 고온으로 남아 있으므로 소재의 양 끝면은 가운데 부분보다 변형에 대한 저항이 커진다. 결국, 소재의 가운데 부분이 양 끝면보다 많이 변형하게 된다.
배럴링이 생기면, 소재에서의 재료유동은 불균질(nonuniform) 또는 과잉변형(redundant deformation)을 하게 되며, 이는 상기 그림에서처럼 배럴링된 원주시편의 단면을 연마한 뒤,부식시켜서 볼 수 있다. 마찰에 기인하는 배럴링은 윤활제를 효과적으로 사용하거나, 초음파로 압축판을 진동시킴으로써 최소화시킬 수 있다. 열간가공시에는 가열된 금형을 사용하거나, 금형과 소재간의 접촉부에 유리피복제 같은 열차폐물을 둠으로써 배럴링을 감소시킬 수 있다.
'전공 기본 > 기계공작법' 카테고리의 다른 글
| 금속성형공정 - 단조 - 3. 형단조 (0) | 2023.09.12 |
|---|---|
| 금속성형공정 - 단조 - 2. 단조하중과 일 (0) | 2023.06.05 |
| 주조공정 - 주물의 설계 (0) | 2022.12.24 |
| 주조공정 - 주물 내 결함 (0) | 2022.12.24 |
| 주조공정 - 주조공정의 종류 (0) | 2022.12.24 |



댓글