마찰은 수직하중하에서 서로 접촉하고 있는 물체들 사이의 상대 미끄럼 운동에 대한 저항으로 정의된다. 모든 제조공정에서는 공구, 금형 및 공작물 사이에 상대운동과 힘이 동반되므로, 마찰현상을 피할 수 없다. 마찰은 가공중의 소요동력, 소요하중, 가공면 품질에영향을 주며, 이로 인한 마멸은 공구나 금형의 형상에 변화를 주게 되므로 결과적으로 제품의 품질과 경제성에 악영향을 미친다.
마찰은 에너지소산현상들 중의 하나로 항상 열을 발생시키며, 이때 수반되는 온도상승으로 인하여 공정 전체에 중대한 영향을 줄 수도 있다. 아울러, 마찰작용에 의해 접촉면들의 자유로운 운동이 방해를 받으므로, 재료의 유동 및 변형상태에도 심각한 영향을 줄 수있다. 그러나 일부 가공공정에서는 마찰이 있어야만 작업이 성공적으로 수행될 수 있다.금속판재를 제조하기 위한 압연공정의 경우를 예로 들면, 마찰이 없는 상태에서는 자동차가 도로 위를 굴러갈 수 없듯이 금속의 압연도 불가능해진다.
[응착이론(adhesion theory)]
무윤활상태의 깨끗한 두 면이 접촉될 때, 이들 면의 거칠기에 관계없이 실제접촉면적은겉보기접촉면적의 극히 일부분에 지나지 않는다(다음 그림).
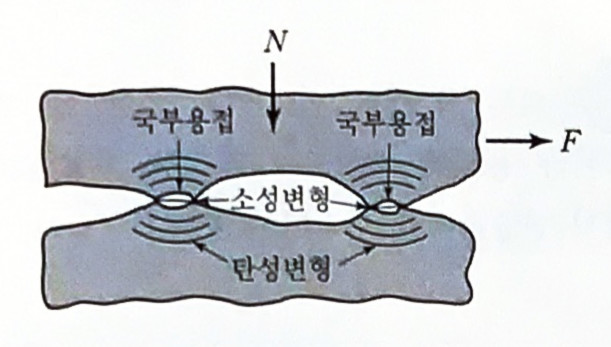
따라서 접촉면에 작용하는 수직하중은 실제접촉이 이루어지는 미소한 돌출부(asperity)들에 의해서 지지된다. 실제접촉이 이루어지는 미소면적들의 합을 실제접촉면적 Ar 이라고 한다. 대부분의 가공면에서 수평면에 대한 돌출부의 평균경사각은 5~15° 정도이다. 실제 접촉면적이 넓고 하중도 작을때에는 돌출부 접촉부위에 작용하는 수직응력은 탄성적이지만, 하중이 증가함에 따라 작용응력도 증가하여 결국 이 부위에서 소성변형이 생기면서 접합부(junction)를 형성한다.
돌출부끼리의 밀착은 이들 사이에 응착결합(adhesive bond)을 유발시킨다. 결합강도의세기는 두 접촉재료들의 물리적 성질 및 기계적 성질, 온도, 표면에 존재하는 산화층이나다른 불순물층에 따라 달라진다. 금속가공공정에서는 접촉면에 작용하는 하중이 충분히크기 때문에 각 접합부에 작용하는 수직응력은 쉽게 항복응력에 도달한다. 그리고 이들 접합부에서는 돌출부들이 소성변형됨과 동시에 응착결합(국부용접)되며, 접촉면의 상태가깨끗할수록 결합력은 강해진다. 이렇게 결합된 두 표면이 상대운동을 하려면 수평력이 필요하다. 응착마찰이론은 접합부를 전단시키는 데 필요한 수평력을 마찰력으로 간주한다.
[경작기구(ploughing mechanism)]
상기 그림에 보여준 모형에서, 만약 상부물체가 하부물체보다 더 단단하거나 또는 상부물체의 표면에 어떤 단단한 입자가 돌출되어 있다면, 이들 두 물체들 사이의 상대 미끄럼운동은 연한 물체의 표면에 흠이나 긁힌 자국이 생기게 한다. 이러한 거동도 마찰을 일으키는 데 관여하는 중요한 기구들 중의 하나이며, 이를 경작기구라고 한다. 실제로, 응착이 강하게 이루어지지 않는 경우의 마찰거동은 주로 이 경작기구에 의해 지배되고 있다.
[플라스틱과 세라믹재료의 마찰특성]
플라스틱재료는 금속재료에 비해 강도는 작지만 일반적으로 낮은 마찰계수를 가진다.이러한 우수한 마찰특성 때문에, 베어링, 기어, 시일, 인공관절 또는 저마찰이 요구되는 일반적인 용도로 고분자재료들이 각광을 받고 있다. 이와 같이 별도의 윤활제가 공급되지않더라도 마찰저항이 작은 재료들을 자체윤활성(self-lubrication) 재료라고 한다. 열가소성재료나 천연고무와 같은 탄성중합체들의 경우, 이들 재료가 갖는 점탄성거동(점성과 탄성거동을 동시에 가짐)과 이로 인한 이력손실(hysteresis loss) 때문에 경작기구가 마찰을일으키는 중요한 요인이 된다.
플라스틱재료의 경우에는 마찰로 인해 접촉면의 온도가 상승되면 사용에 제한을 받게된다. 이들 재료는 열전도도와 용융점이 낮기 때문에, 마찰열의 발생으로 인한 접촉면의온도상승이 적절히 조절되어야 열에 의한 접촉면의 변형과 성질저하가 방지될 수 있다.한편, 세라믹재료들의 마찰거동도 금속재료의 경우와 유사함을 보인다. 따라서, 이들 재료의 경우에도 응착기구와 경작기구가 마찰력을 유발하는 두 가지 중요한 요인으로 작용하고 있다.
[마찰계수]
[1] 마찰계수의 정의
접촉면에 작용하는 수직하중 N과 마찰력 F의 비를 쿨롱(Coulomb) 마찰계수라고 한다. 즉, 마찰계수 μ는 다음과 같이 정의된다.
여기서 τ는 접합부의 전단강도이고, σ는 돌출부에 작용하는 수직응력이다. 돌출부가 소성변형상태에 있다고 보면, σ는 돌출부의 항복응력과 동일하다. 상기 식의 분모항은 모재의 성질인데 반하여 분자항은 표면의 성질이다.
마찰계수는 많은 인자들의 영향을 받는다. 납과 구리 표면위를 미끄럼 운동하는 강의 마찰계수는 각각 1.0과 0.9 정도이지만, 구리 위에 납이 얇게 피막된 표면위를 미끄럼 운동하는 강의 마찰계수는 0.2이다. 또, 수소나 질소분위기에 있는 니켈표면위를 미끄럼운동하는 순수니켈의 마찰계수는 5이며, 공기나 산소분위기에 있는 경우에는 3, 수증기가 있는 경우에는 1.6이다. 실험을 통해 구한 미끄럼접촉시의 마찰계수값은 작은 경우 0.02로부터 큰 경우 100 또는 그 이상까지 변한다. 다양한 윤활제가 사용되는 금속가공공정들의 경우에는, 냉간가공시 0.05~0.1, 열간가공시 0.1~0.5 정도이다.
응착마찰모형에 따르면, 수직하중이 증가하면 실제접촉면적 Ar도 이에 따라 계속 증가된다. 특히, 연한 연성금속들의 경우 접촉면에 불순물이나 윤활유와 같은 유체가 존재하지 않으면 실제접촉면적은 궁극적으로 겉보기접촉면적에 도달한다. 접촉면의 전단강도는 일정하므로, 마찰력(전단력)은 결국 어떤 최대값에 도달한 후 일정하게 유지된다(다음 그림).
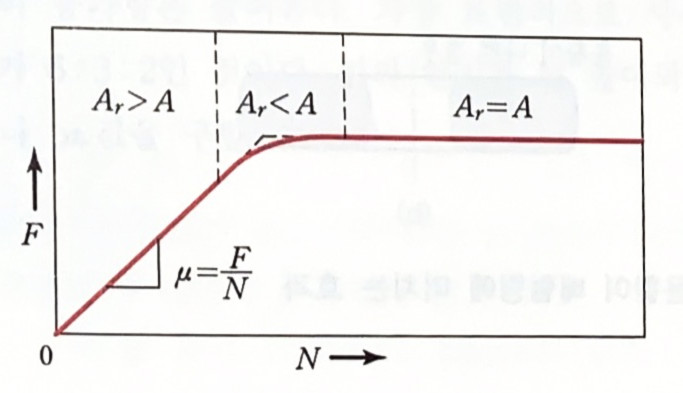
기계요소의 마찰은 주로 첫번째 영역이고, 금속가공에서 공구와 소재간의 접촉압력이 높을 때는 두 번째와 세 번째 영역에 해당한다.
두 물체 중 한 물체가 소성변형을 하고 있을 때, 마찰계수의 최대값은 다음과 같다.
고착상태(sticking)로 알려진 이러한 상태에서는 마찰계수를 정의하는 데 어려움이 야기된다. 상대적인 미끄럼이 있는 접촉면에서의 고착상태란 용접과 같이 완전히 접합된 상태를 의미하는 것이 아니라, 표면의 마찰응력이 재료의 전단항복응력에 도달하였음을 의미한다. 물론, 깨끗한 상태의 두 표면들이 충분히 큰 수직응력하에서 밀착되면, 실제로 냉간압접(cold pressure welding)이 발생될 수도 있다.
상기 그림(마찰력과 수직력 사이의 관계)에서 보여주듯이, N이 어느 수준 이상으로 증가될 경우 마찰력 F는 일정하게 유지되므로, 쿨롱마찰계수가 감소하게 된다. 접촉압력이 높은 소성가공에는 쿨롱마찰계수 대신에 다음과 같이 정의되는 (전단)마찰인자(friction factor) m도 많이 사용되고 있다.
f = mk
여기서 f는 마찰응력이고 k는 두 접촉물체 중 연한 재료의 전단항복응력이다. 마찰인자는 정의에 의해서 0에서 1 사이의 값을 가지며, m = 1인 경우는 접촉면이 완전히 고착된 상태를 나타낸다. 또한 m은 수직력이나 수직응력의 크기와는 무관한 것으로 알려져 있다.
[2] 마찰의 감소
마찰거동을 좌우하는 가장 중요한 인자는 접촉면의 성질 및 강도이다. 강한 접촉면의 상대 미끄럼 운동에는 큰 마찰력이 필요하고, 약한 접촉면의 경우에는 작은 마찰력으로도 가능하다. 다음 식에 의하면, 마찰계수는 분자의 감소뿐만 아니라 분모항의 증가에 의해서도 감소될 수 있다.
이러한 사실은 높은 경도를 가진 모재의 표면에 낮은 전단강도를 막을 형성하는 것이 마찰을 줄이는 이상적인 방법임을 암시한다.
마찰을 줄이기 위한 목적으로 초경합금이나 세라믹재료들과 같이 응착이 잘 생기지 않는 재료들이 사용되거나 표면피막이나 윤활 등의 방법들이 이용되고 있다. 윤활제를 사용하여 생기는 윤활막은 접촉면의 응착이나 상호작용을 최소화하여 마찰을 줄이는 역할을 한다.
또한, 금형과 공작물 사이의 접촉면에 20 kHz 정도의 초음파진동을 가하는 방법도 마찰을 감소시키는 효과가 크다. 이러한 진동은 금형과 공작물을 순간적으로 분리시켜 윤활제가 보다 쉽게 두 물체 사이로 침투될 수 있게 한다. 아울러 두 물체 사이의 상대속도를 높은 주파수상태로 변화시켜 결과적으로 마찰을 줄이는 효과를 가진다.
[3] 마찰계수 측정법
마찰계수는 축소된 시편을 사용하는 모의실험이나 실제 제조공정을 통하여 실험적으로 구해진다. 일반적으로 사용하는 방법은 모의실험을 통해 시편에 작용하는 힘과 시편의 치수변화를 측정함으로써 마찰계수의 크기를 구한다.
링압축시험(ring compression test)은 널리 인정받고 있는 마찰계수 측정법들 중 하나로 특히, 소성가공공정에 적용될 목적으로 많이 이용되고 있다. 이 시험법은 링형상의 시편을 편평한 판 사이에서 압축시키면서 소성변형에 의한 링의 치수변화를 측정한다(다음 그림).
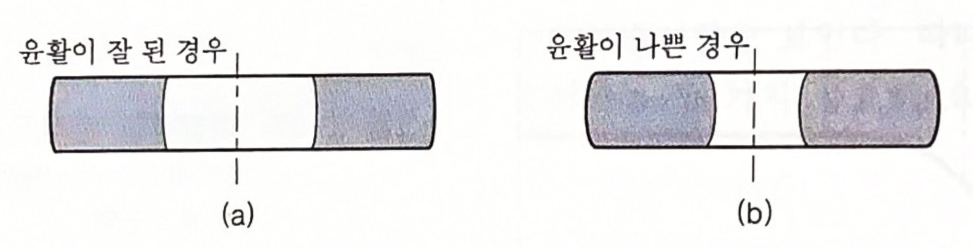
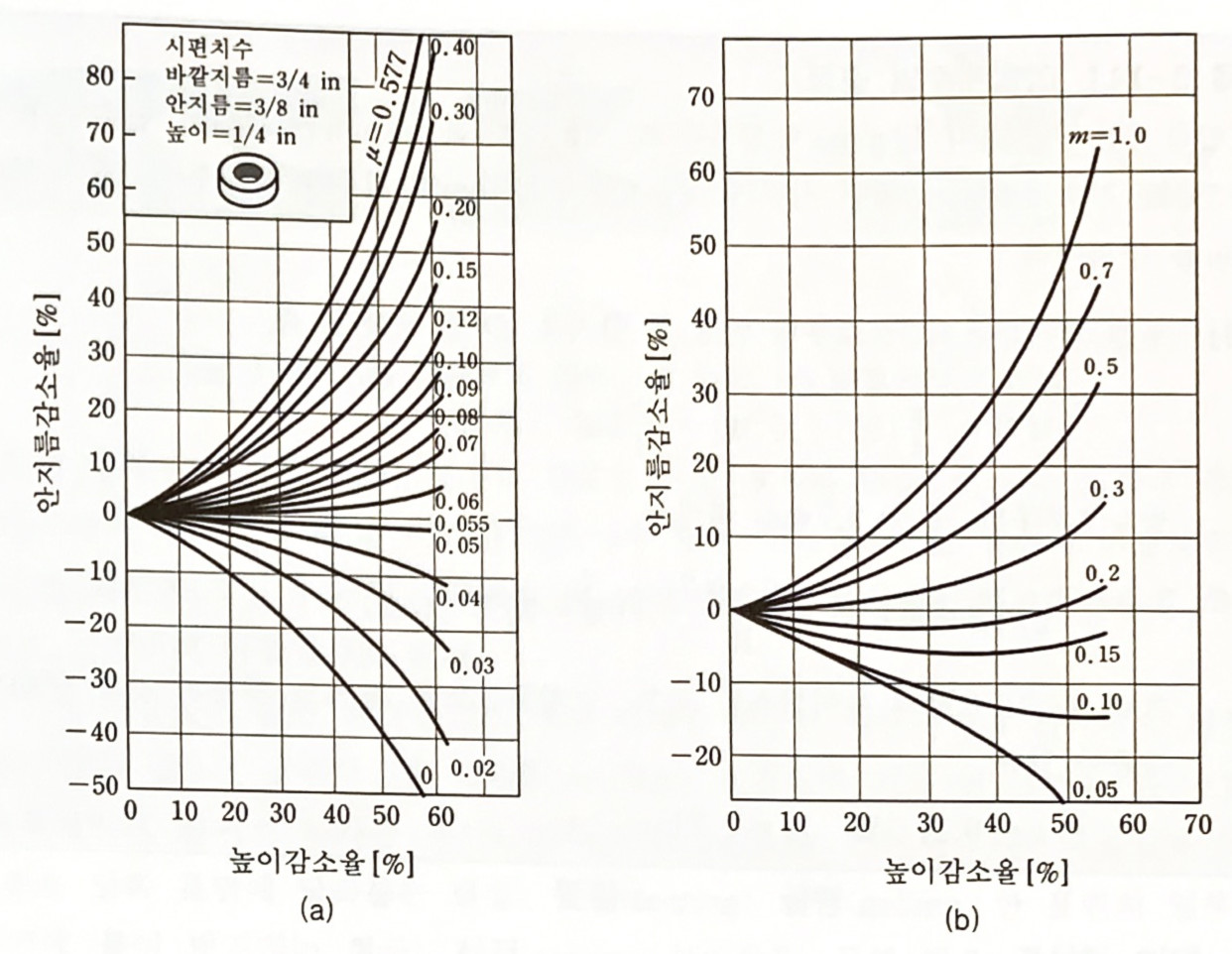
압축력에 의해 링의 높이가 줄어들면 링은 반지름방향으로 늘어난다. 이때 만약 접촉면의 마찰이 없다면 링의 안지름과 바깥지름은 모두 증가되며, 마찰이 커질수록 안지름의 증가량은 줄어든다. 가장 보편적으로 사용되는 링형상은 바깥지름: 안지름 높이의 비가 6 : 3 : 2인 것이다. 링의 안지름 및 높이의 감소율만 알면 다음 그림의 곡선으로부터 μ나 m 값을 구할 수 있다.
'전공 기본 > 기계재료' 카테고리의 다른 글
| 재료의 가공특성 (13) - 윤활 (0) | 2022.09.27 |
|---|---|
| 재료의 가공특성 (12) - 마멸 (0) | 2022.09.27 |
| 재료의 가공특성 (10) - 재료의 표면특성 (0) | 2022.09.27 |
| 재료의 가공특성 (9) - 액상재료의 유동특성 (0) | 2022.09.27 |
| 재료의 가공특성 (8) - 일과 열 (0) | 2022.09.22 |




댓글